- 返回頂部
- 1388 0843 666
- 在線咨詢
- 微信二維碼

7*24小時熱線:1388 0843 666


提供污水處理工程整體解決方案

經理專線:
瀏覽次數:2972 ?更新時間:2018-03-20
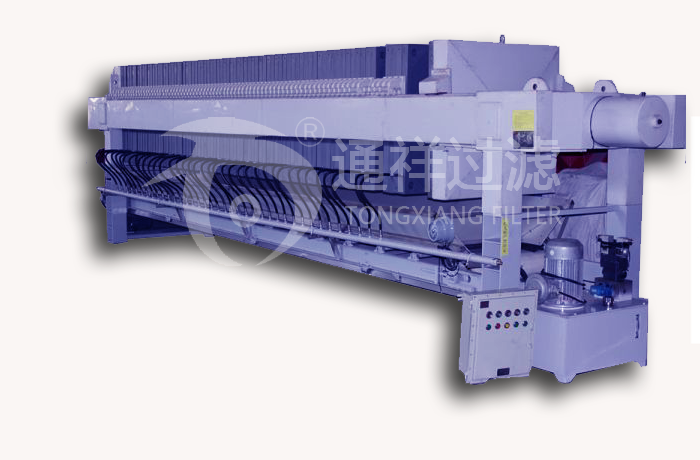
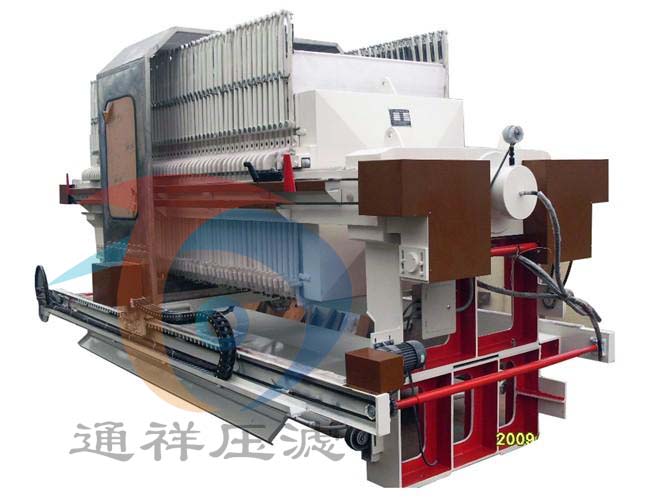
壓濾機組成結構詳解
1、 技術創新部分
控制和檢測功能:控制部分采用了系統設計的理念,增加了自動運行的檢測功能。根據壓濾機的實際工作情況,控制部門共有三個工作狀態,在安裝調試時的手動工作狀態;在自動運行時的自動工作狀態;在設備檢修維護時的維護工作狀態;便于操作者使用。為防止出現誤作用,各動作部件在自動運行時都有動作互鎖功能進行保護;通過系統的自動檢測自診斷,系統始終自動檢測執行元件是否處于正常工作狀態,如果有異常,立即在顯示屏上報警。保障了整個壓濾機的運行安全、可靠。
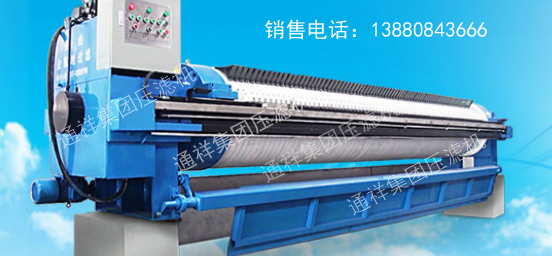
2、 通祥牌壓濾機機架
機架部分 機架是整套設備的基礎,它主要用于支撐過濾機構和拉板機構,由止推板、壓緊板、機座、油缸體和主梁等連接組成。支撐過濾機構的主梁,其材質是Q345橋梁鋼及H型鋼,具有機械強度高,抗拉強度大等特點,止推板、壓緊板和機座均采用Q345中板焊接而成,而油缸體采用優質27SiMn無縫鋼管加工制造,活塞桿材質為45#鋼,調質處理后外鍍0.06硬鉻,密封圈用四氟銅加工制作,機械性能良好。設備工作運行時,活塞桿推動壓緊板,將位于壓緊板和止推板之間的濾板、隔膜板及過濾介質壓緊,以保證帶有一定壓力的濾漿在濾室內進行加壓過濾
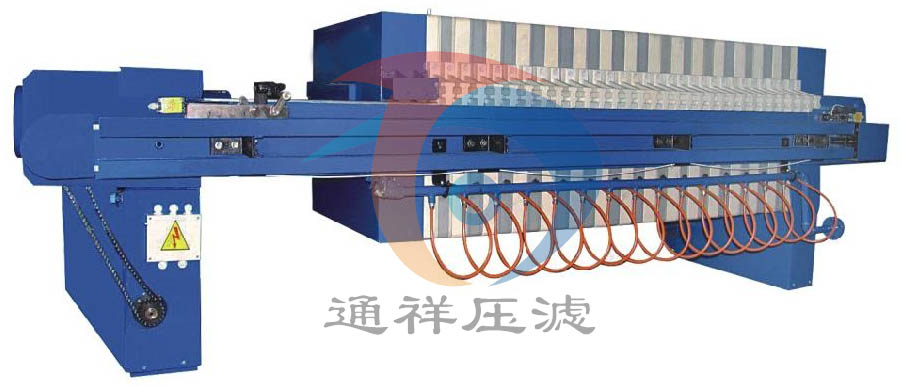
3、 自動拉板
A、 單塊拉板卸料:拉板系統由變頻電機、拉板小車、鏈輪、鏈條等組成,在PLC的控制下,變頻電機轉動,通過鏈條帶動拉板小車完成取拉板動作。此系列壓濾機的特點就是拉板過程是分組拉開的,若干塊濾板用短鏈相連,第一組板由壓緊板松開過程拉開,以后都由拉板小車分組依次拉開,運動平穩,動作可靠,卸料效率成倍提高。除程序控制外,還可手動控制,能隨時控制拉板過程中的前進、停止、后退動作,以保證卸料的順利進行。
B、 一次性拉開卸料: 此機構為一多次快速拉板系統,采用我公司最新研發的技術生產,多次快速拉板系統將壓濾機濾板分為若干組,每組濾板均用鐵鏈相連。拉板時每次拉開一組,并順次拉開所有濾板。本拉板系統的優勢在于多次拉開,卸料快,拉板高速,取板低速,自動轉換。主要由一個低能耗小功率變頻減速電機和拉板器、傳動軸、鏈輪、鏈條、變頻器和PLC等主要部件組成。過濾完畢開始卸料,壓緊板松開并依次拉開第一組濾板,然后機座上的電機得電轉動,通過鏈輪、鏈條帶動兩主梁上的拉板器移向濾板,通過拉板器的取拉板機構將第二組濾板拉開,然后是第三組,直到拉完全部濾板,然后拉板器得到復位信號回到初始位置,這樣,一個卸料過程完畢。
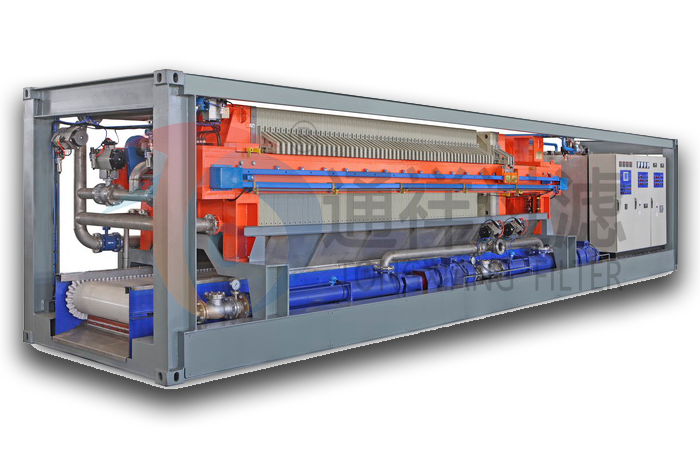
C、 過濾部分:過濾部分是由整齊排列在主梁上的濾板、隔膜板和夾在濾板之間的 過濾介質所組成的。增強聚丙烯濾板主要是選用優質聚丙烯、使用本公司獨特配方壓制而成,機械性能良好,化學性能穩定,具有耐壓、耐熱、耐腐蝕、無毒、重量輕、表面平整光滑、密封好、易洗滌等特點。過濾開始時,濾漿在進料泵的推動下,經止推板的進料口進入各濾室內,濾漿借助進料泵產生的壓力進行固液分離,由于過濾介質(濾布)的作用,使固體留在濾室內形成濾餅,濾液由水嘴或出液閥排出。若濾餅需要洗滌,可由止推板上的洗滌口通入洗滌水,對濾餅進行洗滌;若需要含水率較低的濾餅,可從洗滌口通入壓縮空氣,透過濾餅層,吹出濾餅中的一部分水份。
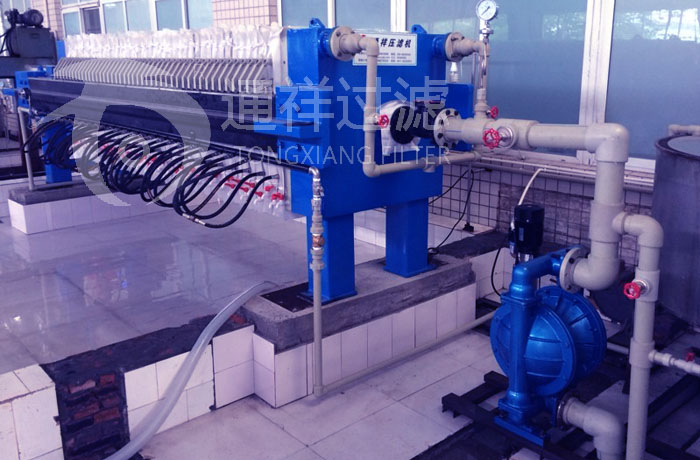
D、 液壓部分:液壓部分是主機的動力裝置,在電氣控制系統的作用下,通過油缸、油泵及液壓元件來完成各種工作。可實現自動壓緊、自動補壓、及自動松開等功能。我公司液壓系統結構設計合理、結構先進,整個裝配過程都在無塵恒溫車閥完成。使用壽命長,整個液壓系統運行可靠,便于維修與保養。
a、 自動壓緊:開始壓緊時,油泵電機M及電磁換向閥YV1接通電源,電機帶動油泵開始向油缸高壓腔供油,在油壓的作用下活塞桿前進,推動壓緊板壓緊濾板,當壓力達到電接點壓力表PY的上限(或壓力繼電器BP1設定值)時,電機及電磁換向閥YV1斷開電源,電機自動停止運轉,進入保壓狀態,此時系統壓力由溢流閥確定。
b、 自動補壓:壓濾機把濾板壓緊后,液控單向閥鎖緊回路并保壓,電磁換向閥閥芯處于中位,當油壓降至電接點壓力表PY下限(或壓力繼電器BP2設定值)時,電接點壓力表PY下限觸點(或壓力繼電器BP2)發出電信號,電機M及電磁換向閥YV1接通電源,油泵向油缸高壓腔供油補壓。當壓力達到電接點壓力表PY的上限(或壓力繼電器BP1設定值)時,電機及電磁換向閥YV1斷開電源,電機自動停止運轉,如此循環完成自動補壓。
c、 自動保壓:自動保壓系統液壓元器件及主控制閥件采用上海立新公司產品,油泵為國內名牌產品,保證壓濾機運行平穩、可靠、壓濾機操作方便、運行靈活、安全可靠、液壓系統無摻漏現象。
d、 自動卸壓及松開:當過濾完畢時,電磁球閥YV0得電開始卸壓,延時15秒后電磁球閥YV0失電(25ml以下泵站無電磁球閥),電機M2、電磁換向閥YV2得電,電機帶動油泵向油缸低壓腔供油,活塞桿帶動壓緊板后退,當壓緊板與限位開關SQ1相接觸時,電磁換向閥YV2失電,壓緊板停止運動,同時,SQ1發出信號變頻電機拉板系統開始工作。
e、 液壓油缸采用無縫鋼管,經粗鏜、精鏜、滾壓而成。全部精度達到IT7級。
f、 活塞桿材質為45號鋼經磨削加工,并進行調質處理后外鍍0.06硬烙,具有硬度高、耐磨性能好、抗腐蝕、使用壽命長等優點。
g、 為提高零部件的質量和腐蝕能力,防護件全部進行里酸洗、磷化和噴塑處理。建造了一條自動處理生產線。
h、 液壓系統的調整:(1)按要求品質的液壓油,經20μm的濾網孔過濾后加入油箱內至視鏡上限。(2)啟動油泵將油壓入液壓缸,此時液位應位于視鏡中線位。
(3)查看壓力表。表示數值應≤相應款式壓濾機插頁中所規定的液壓工作壓力的Mpa數。(4)如查證液壓泵系統正常、壓力表無誤、壓力不符合插頁規定數值時,可調節壓力。(5)調節溢流閥:使泄壓壓力大于液壓工作壓力約1Mpa。電接點壓力表上限調整至液壓工作壓力值,下限為液壓工作壓力減去2Mpa;自動拉板型液壓工作壓力下限為液壓工作壓力減去2-4Mpa。(6)檢查并調整自動型壓濾機的傳動部分和拉板盒的正確位置。
注意:(1)b.c.d三項可在“壓濾機操作”時進行。(2)壓力表示值出廠時已調好,勿輕易調節。
調節方法:(1)放松螺母;(2)握住手輪;(3)旋進調節螺桿壓力值增大;(4)握住手輪,旋出調節螺桿壓力值減少;(5)確認壓力值達到要求后,旋緊螺母。
4、 電氣控制部分
A、 整個系統的控制中心,它主要由變頻器、PLC(可編程控制器)、熱繼電器、空氣開關、斷路器、中間繼電器、接觸器、按鈕及指示燈等組成。 自動壓濾機工作過程的轉換是靠PLC內計時器、計數器、中間繼電器和PLC外部的限位開關、壓力繼電器、電接點壓力表、控制按扭等的轉換而完成的
a、 卸壓:當進料過濾過程完成后,按“程序啟動(SB1)”按鈕,啟動壓濾機開始卸料,高壓卸荷閥(YV0)將油缸內的高壓油卸掉,以防止壓緊板松開時液壓系統受沖擊(25ml以下泵站無電磁球閥),卸壓時間由PLC控制,當延時時間達到后,壓濾機自動轉入壓緊板松開狀態。
b、 松開:油泵電機(M2)啟動,松開閥(YV2)得電,液壓站往油缸前腔供油,活塞桿帶動壓緊板后退,濾室被打開,卸料過程開始,當壓緊板接觸到限位開關(SQ1)后,壓濾機自動轉入取、拉板狀態。
c、 取、拉板:變頻電機(M3)運轉帶動小車開始取板,在取板過程中如果變頻器發出過載信號,則轉入拉板過程;在拉板過程中,如果變頻器發出過載信號,則轉入取板過程。此為往復過程。
d、 壓緊:取拉板動作完成后接觸到SQ2時,泵站油泵電機(M2)運轉,壓緊閥(YV1)得電,液壓站往油缸高壓腔供油,活塞桿帶動壓緊板前進,從而推動濾板,執行壓緊動作,當濾板與止推板相接觸時,液壓系統壓力上升,當達到設定壓力上限值時壓濾機自動轉入保壓狀態
e、 補壓:由于泄漏等原因會使壓力逐漸下降,當其下降到壓力下限值時,壓濾機油泵電機自動啟動,壓緊補壓,使壓力表恢復上限值。
B、高效壓濾機電氣控制部分是整個系統的控制中心,它主要由電控柜、斷路器、空氣開關、中間繼電器、PLC、變頻器、行程開關、接近開關及觸摸屏等組成。本機有兩種工作方式:自動和手動。在自動方式下,壓濾機整個動作過程將按照設計程序,依次運行,不需人工干預。其運行過程如下所述:首先合上空氣開關,打開電源,將選擇開關定在自動位置,按下程序啟動按鈕,泵站電機開始啟動,同時壓緊電磁閥帶電,壓緊板前進,到達油缸壓力上限后,壓緊板自動停止;同時兩個進料閥打開,接著進料泵啟動,開始打壓進料。進料達到一定壓力后,開始保壓計時,達到設定時間后,停止進料(注意保證物料濃度穩定),即進料閥關,進料泵停。接著壓榨閥開,放空閥關,開始鼓膜壓榨,保持一定時間后,停止壓榨,即壓榨閥關,放空閥開。此狀態保持一定時間,將隔膜板內的氣體放空。接著吹風,即吹風閥開,回流閥開,在高壓氣體的作用下,將中心空物料吹走,持續一定時間后,停止吹風,即吹風閥關,回流閥關。此時過濾結束開始卸料。首先活塞桿帶動推板后退,此時,高壓卸荷閥打開卸壓,壓力降到一定程度后,卸荷閥關閉,松開閥打開,活塞桿持續后退,到達松開限位后,泵站電機停止,松開閥斷電。接著拉板電機帶動拉板器開始進行拉板卸料動作,當將所有的濾板拉開卸料完畢后拉板器在程序的控制下回到初始位置。這樣一個循環就結束了。接著可進行下一個循了。 (注意:如用戶需要將氣動閥門、進料泵、皮帶輸送機等其他外部設備與壓濾機一起自動控制運行,須在訂貨時注明,并給出壓濾機的工藝流程,以及所控制的輔助設備和它們的動作過程,以便進行編程。)
5、 濾布自動清洗裝置:
該機構安裝在壓濾機的上半部,由水洗道軌、水洗架、水洗架驅動行走裝置、進水管、拖鏈、水洗管、噴嘴、水洗管升降裝置、減速電機等組成,在PLC控制下與拉板器配合完成濾布清洗。 不工作時,該機構停在壓緊板后部,工作時,待濾餅全部卸除,移動板壓緊濾板再松開后退至要求位置后,拉板器在程序控制下前移進入取板狀態,取到第一組板時停止,清洗裝置在水洗架驅動減速電機推動下前移至拉板空間中間位置后停止,在噴水狀態下,水洗管下移、上移,完成洗布動作,此時拉板器拉動第一組板靠緊移動板,然后去取第二組板…,周而復始,直至洗完最后一塊濾布為止。
6、 自動接液翻板裝置:
此機構安裝在濾板下方,由集液板、曲柄、連桿、驅動油缸、液壓站等組成。壓濾機過濾或在機清洗濾布時,集液板處于閉合集液狀態,過濾漏液或濾布清洗液落在集液板上,匯入接液槽后經管道排出;過濾結束后,集液板在驅動油缸地推動下向下翻轉、打開,這時,濾板下方形成無阻擋空間,壓濾機進入卸餅狀態,濾餅卸除完畢,集液板又在驅動油缸的作用下閉合,回到集液狀態。以上動作,既可以人工手動操作控制,也可以在PLC作用下實現全自動控制。
四川通祥機械設備有限公司
聯系人:高先生(總經理)
24小時熱線:13880843666、18008001800
銷售熱線:028-6629 5555
傳 真:028-8475 4766
售后熱線:028-6609 7575
傳 真:028-8475 4766
網址:http://www.66445555.cn
電子信箱:82390390@qq.com
業務QQ1:82390390 QQ2:435556000